Omtech Food Engineering is the leading designer and manufacturer of high-quality conveyor belts in India. Ever since we established our business, we have been manufacturing and delivering customized conveyor solutions for various manufacturing and industrial automation requirements. Our extremely advanced conveyor systems are utilized in a broad range of industrial processes all over India as well as around the world.
Some of the types of conveyors that we are known to manufacture and supply include high-speed carton sorting systems, pop-up transfer conveyor systems, intralogistics conveyor systems, gift article conveyor systems, zero pressure accumulation roller conveyor systems, lifter conveyor systems, truck loading, and unloading conveyor, case turner conveyor, telescopic belt conveyor, carton palletizing system, 24v dc power roller conveyor system, buffer roller conveyor system, etc.
As the most prominent conveyor belt manufacturer and supplier, we can provide the most adaptable systems by considering where these conveyors are required in the assembly lines so that we can completely cater to the needs of our clients. The conveyor systems offered by us are the best suitable equipment that can be used to convey products effectively and efficiently in a straight line, curves, elevation, to direct or sorting of packages. These conveyor systems provided by us can also be useful for conveying bulk materials like grains, coal, sand, and ore.
Our Products Range
90 Degree Roller Conveyor
Gift Article Conveyor System
Lifter Conveyor System
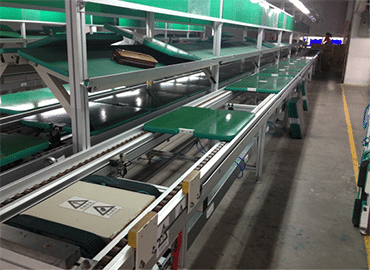
Modular Assembly Line Conveyor System
Pop Up Transfer Conveyor Systems
Truck Loading and Unloading Conveyor
Zero Pressure Accumulation Roller Conveyor System
Conveyor Belt Exporter in India
Omtech Food Engineering, incorporated in 2007 is the world’s leading manufacturer of a wide-ranging best quality conveyor system used in various industrial applications. We are also known as the most successful Conveyor Belt Exporter in India, having more than 15 years of experience and expertise in this domain we serve our customers with the largest and the finest conveyor system best suitable for their various material handling requirements.
Conveyor systems delivered by us are cost-effective, easy to use, lightweight, useful in handling bulk materials as well, and also accept altitude changes. They are widely used for short-distance as well as long-distance transmissions within the unit, and to transfer products or packages in a straight line, multiple elevation angles, or to direct them with controlled product movement.
Thus, conveyor belts are extensively used in various applications like manufacturing, e-commerce, mining, automotive, and chemical, as well as in oil and gas industries all over the world. Moreover, using the conveyor system is the cheapest way to transfer materials over long distances. The material conveyed on the system is observable on the belt while being transferred. The conveyor belt can also have sidewalls constructed on it to stop product spillage so that no damage is caused to materials or packages while conveyed on this system, thus it is a cost-effective system.
Food Conveyor Belt
We are the prominent and leading manufacturer of food conveyor belts in Gujarat, India; we offer the top class food grade conveyor belts manufactured with the finest quality materials sourced from renowned and reliable vendors. Our offered food handling and processing conveyors are extremely hygienic and constructed in such a way that they function at high paces.
We have years of experience in designing and manufacturing customized conveyor systems used for automated bulk materials handling and conveying equipment. For over a decade we have achieved very useful experience and expertise that we are able to design new equipment and system that cater to your requirements. We also discuss and work closely with our clients on various points like how to correct, modify or advance their existing systems or tools, when handling materials or products, to improve the operating life of the system.
The food conveyor belt has earned a record in assisting businesses optimize their productivity and efficiency levels in accomplishing their full potential. Thus, if your business requires a custom food conveyor belt for processing and product handling, then Omtech’s food conveyor belt is the best alternative to cater to your demand because we design and develop uniquely and specifically made systems that meet our customers’ visualization for improved workflow.
Frozen Food Conveyor Belt
We are the best manufacturer, supplier, and exporter of frozen food conveyor belts in India. We offer the largest and broadest range of conveyor solutions in the manufacturing and processing line in numerous industries. The conveyor systems also possess expandable widths, steel cord belts, sidewall belts, rough-top conveyor belts, as well as heat-resistant belts.
With its cost-effective prices, enormous distribution set-up, and timely deliveries of consignments, the company has achieved various clientele across the world. With prosperous manufacturing experience, we deliver an extensive range of frozen food conveyor belts, which are broadly used for the in-depth freezing of food items. These conveyor belts designed for frozen foods possess high resistance to fats, vegetables, and oils.
The extraordinary feature of this conveyor on the top is resistant to colors that are best suitable for conveying frozen carrots, fruits, and vegetables, as well as other frozen foods. These products are accessible in various sizes, widths, lengths, shapes, and dimensions; we proficiently offer these products. These products are well-known for their efficiency and effectiveness; also we offer these conveyor systems with diverse salient features to our customers, and also they are tailored and designed as per the client’s demand and specifications.
People Searches Keywords: Helical Turning Modular Belt, Barcode scanner conveyor system, Customize and hygienic conveyor system, Automated conveyor systems manufacturers, Industrial and Automation Conveyors, Spiral Belt Conveyor Systems, Vertical Continuous Spiral Conveyor, Flexible Roller Conveyor System, Flexible Roller Conveyor, Skate Wheel Conveyor, flexible skate wheel conveyor, Idler Roller Conveyor, Gravity Roller Conveyor Systems, Biscuit production line manufacturers, Namkeen Mixing Machine, Ice cream Cone Conveyor System